Ürünlerimizle ilgileniyorsanız ve daha fazla ayrıntı öğrenmek istiyorsanız, lütfen buraya bir mesaj bırakın, mümkün olan en kısa sürede size cevap vereceğiz.
Shunhao fabrikası Yüksek kaliteli makineler ve güvenilir satış sonrası desteği sağlar İşte sorun gidermenize yardımcı olacak hızlı bir rehber otomatik melamin eşyası parlatma makinesi Ve sorunsuz çalışmasını sağlayın Ekstraksiyon (malzeme toplama) sistem Çalışmıyor, sorunu teşhis etmek ve düzeltmek için bu basit adımları izleyin Adım 1: Emme rayındaki demir tabakasını kontrol edin Emme rayı üzerindeki iki demir tabakasını inceleyin Makinenin sensörleri ile etkileşime girerler, bu nedenle hizalamaları kritiktir Demir tabakasının altından emme düzeneğindeki bakır tabakanın altına olan mesafeyi ölçün: 22-22 olmalıdır 5 cm - Mesafe 22.5 cm'nin üzerindeyse, malzeme toplama pozisyonu kapalı olabilir - 22 cm'nin altındaysa, emme tertibatı tepeye çarpabilir ve hasar görebilir 2 Adım: Röleyi test edin Sensöre bağlı röleyi kontrol edin Demir tabakası ekstraksiyon sırasında yükseldiğinde (22-22 5 cm aralığında), röle çalıştığını göstererek yanmalıdır - Röle yanmazsa, değiştirilmesi gerekebilir Bu adımları izleyerek, malzeme toplama sorunlarını hızlı bir şekilde çözebilir ve makinenizin verimli bir şekilde çalışmasını sağlayabilirsiniz Daha fazla yardım için destek ekibimizle iletişime geçin - yardım etmek için buradayız!Mobil: 86-159 0599 6312 (Bayan Shelly)E -posta: machine@hongancn.com
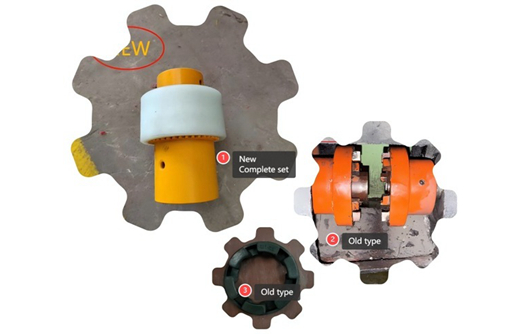
Melamin sofra takımı üretimi için, otomatik melamin sofra yapımı makinesini korumak iyi durumda. Makinenin çeşitli kısımları arasında, bağlantı hayati bir rol oynar. Kalıplama makinesinin çalışması sırasında bir şok emici olarak hareket eden motoru ve yağ pompasını bağlamaya yarar. Bu nedenle, uygun bir kuplaj bakımı abartılamaz. melamin eşya sıkıştırma makinesi her gün yüksek hızlarda çalıştığından, kuplajın vidaları bazen gevşeyebilir. Bu nedenle, Shunhao markası Melamine yemek takımı üretim makineleri kullananlar için, müşteriler veya teknisyenler olsun, sık sık kuplaj denetimleri çok tavsiye edilir. İşte Shunhao Makinesi ve Kalıp Fabrikası tarafından sağlanan bazı önemli bakım yönleri : 1. Vida sabitleme: Kuplaj vidalarının gevşediğini gözlemlediğiniz anda, onları hemen sıkmak zorunludur. Gevşek vidalar operasyonel dengesizliği tetikleyebilir ve hatta makinenin parçalarına daha ciddi zarar verebilir. 2. Kauçuk kapak kontrolü : Birleştirmeye bağlı kauçuk kapağın bozulup bozulmadığını rutin olarak inceleyin. Kauçuk kapağında yaşlanma belirtileri varsa, gecikmeden değiştirilmelidir. Yaşlı bir kauçuk kapağın kırılması muhtemeldir, bu da bağlantıların birbirine karşı ovmasına neden olabilir ve kuplaj hasarına yol açabilir. 2022'de Shunhao Melamine sofra makineleri, bağlantıları korumak için tasarlanmış yeni bir malzeme kapağı ile yükseltildi. Resimde görüldüğü gibi: - Madde 1 yeni tam seti temsil eder: Yeni - malzeme kapağı ve güncellenmiş bir yapı ile bir bağlantı. Dahası, Shunhao'nun önceki makineleri için uygundur. Bu nedenle, müşteriler bileşenleri yükseltmek istiyorlarsa, bu uzun süreli bağlantıyı yeni kapak tasarımı ile elde edebilirler. - Maddeler 2 ve 3 eski tiplerdir: Kauçuk kapak kaplinleri 20 yılı aşkın bir süredir diğer makine fabrikalarında kullanılmıştır, ancak hasara eğilimlidir. Özetlemek gerekirse, Shunhao, müşterilerin daha fazla dayanıklılık sunan yeni kapakla yeni geliştirilen bağlantıya geçmesini önerir. Ek olarak, makinenin uzun vadeli düzgün çalışmasını sağlamak için kuplaj vidalarının düzenli kontrolleri gereklidir.
Melamin sofra takımı üretimi, ayarlanması gereken birçok parametre olduğu için görünüşte karmaşık bir üretim sürecidir. Ancak, birkaç aylığına başladığınızda, birkaç önemli parametreyi özetleyebilirsiniz. 1. Kalıbı kapatmadan önce yavaşça yükselme ve dönme mesafesini ayarlayın. 2. Kalıplama süresini ürün boyutuna göre ayarlayın. 3. Sıcaklığı farklı hammaddelere göre ayarlayın. 4. Egzoz mesafesinin, egzoz bekleme süresinin ve egzoz süresinin ayarlanması. 5. Çıkartma süresinin ayarlanması (neredeyse aynı, yalnızca ince ayar yapıldı). 6. Parlatma tozu süresinin ayarlanması (neredeyse aynı, yalnızca ince ayar). Bugün Shunhao Fabrikası ilk noktayı ayrıntılı olarak tanıtacak: kalıp kapanmadan önce, yükselme ve yavaşlama mesafe ayarı, bunun makinenin strok plakasında ayarlanması gerekiyor (aşağıdaki resme bakın) Yükselme ve yavaşlama butonu yukarı aşağı ayarlanabiliyor ve arkasında yakınlık sensörü var. Bu düğme sensöre yakındır ve ışığı yanarak konumun hızlıdan yavaşa çalışmaya başladığını gösterir. İşçi hammaddeleri yerleştirmeyi bitirdiğinde, makinenin şekillendirme düğmesine (KÜRLEME) basın ve makine kalıbı kapatmak için hızla yükselmeye başlar. Bu nedenle, hızlıdan yavaşa ne zaman geçileceğine karar vermek için düğmeyi ayarlayın. Müşterilerin daha net bir şekilde bilmelerine yardımcı olmak için lütfen aşağıdaki ayrıntıları okuyun. Plaka Yapımı İçin Levha kalıbında hammaddeler daha hızlı çalışır, ardından hız artırma ve yavaşlatma düğmesi aşağı doğru ayarlanarak kalıbın bir an önce kapanması sağlanır. Derin Kase Yapımı İçin Hammaddenin derin kase kalıbının tüm boşluğunu doldurması için daha fazla zamana ihtiyacı vardır, ardından kalıbın yavaşça kapatılması gerekir ve hammadde tüm boşluğu doldurduğunda kalıp tamamen kapatılmalıdır. Hammaddeler kalıbı doldurmadan önce kalıp tamamen kapatılmışsa, o zaman bir sorun olacaktır: Yağ basıncı göstergesi, kalıbın tamamen kapalı olmasına rağmen basıncın düşmeye devam ettiğini gösteriyor. Bu nedenle, makinenin sağ tarafındaki strok plakasındaki bu düğmeler çok kullanışlıdır. Makineyi ve kalıbı mükemmel bir şekilde eşleştirmek için eylemde ince ayar yapabiliriz, bu da makinenin hizmet ömrünü uzatmanın bir avantajıdır. Bu makalenin sizin için yararlı olduğunu umuyoruz, lütfen Shunhao Machine and Mold Factory'yi desteklemeye devam edin !
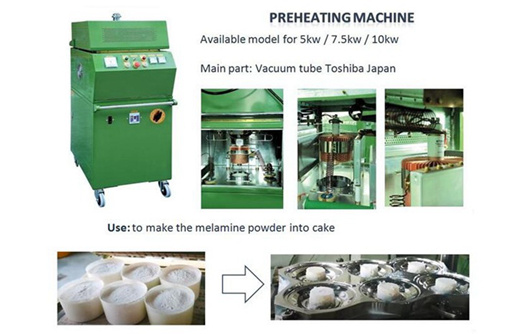
Yüksek frekanslı ön ısıtma makineleri, yarı iletken ayrık elektronik bileşenler, entegre devreler, diğer mikroelektronik paketleme, motor komütatörleri, melamin (melamin) melamin sofra takımları, plastik aletler vb. gibi kalıplama endüstrisinde yaygın olarak kullanılmaktadır. Melamin sıkıştırma kalıplamada önemli bir adım olarak ön ısıtma, melamin tozunun akışkanlığını artırabilir ve kalıplanmış ürünlerin yüzey parlaklığını iyileştirebilir. Shunhao Fabrikası tarafından üretilen yüksek frekanslı ön ısıtıcının çalıştırılması çok kolaydır, ancak yine de operatörün dikkat etmesi gereken birkaç çalıştırma konusu vardır. 1. Makinenin zarar görmemesi için ön ısıtma yapılan malzemede fazla su ve toz kalmamasına dikkat edilmelidir. 2. Yüksek frekanslı ön ısıtıcının yerleştirildiği ortam, vakum tüpünün normal ısı yayma işlevini sağlamak için nemli, tozlu veya yüksek sıcaklıktaki doğrudan güneş ışığına maruz kalamaz. 3. Makine iyi kalitede kurulmalı ve topraklama kablosuna iyi bir şekilde bağlanmalıdır. 4. Makine açıldıktan sonra, vakum borusunun soğutma fanının normal çalıştığından emin olun. 5. Makine bir saat çalıştırılmadan veya kapatılmadan önce 10-15 dakika ısıtılmalıdır. 6. Makinenin alt ve üst uçlarına izolasyon malzemeleri konulmalı ve doğrudan temas ettirilmemelidir, aksi halde makine zarar görebilir. 7. Yüksek frekans çıkışı olduğunda, kazaları önlemek için multimetreler ve test ölçerler gibi düşük frekanslı ve düşük voltajlı aletler kullanmayın. 8. Yüksek frekanslı ön ısıtıcıyı herhangi bir yanma, hasar, arıza vb. olup olmadığını düzenli olarak kontrol edin. 9. Makine sık sık kıvılcım çıkarıyorsa, zamanında onarılması gerekir.
Shunhao Mold Factory , 718 kalıp çeliğini tanıttıktan sonra 718 kalıp çeliği seçim standardını sizinle paylaşacak ve size yardımcı olacağını umar. 1. 718 kalıp çeliğinin sertlik gereksinimlerini seçerken, temper kırılganlığına neden olan sertlik aralığından kaçının. Karbon çeliğinin alt sıcaklık limiti yaklaşık 250℃ iken, alaşımlı çeliğin temper kırılganlığının üst limit sıcaklığı yaklaşık 350~300℃'dir. 2. Kalıp malzemesi seçimi, çatlamayı önlemek için belirli gereksinimlere sahiptir. Alaşımlı çelik daha iyi sertleşebilirliğe, yavaş soğutmaya ve söndürmeye, daha az termal gerilime ve yapısal gerilime ve daha az çatlama eğilimine sahiptir. Karbon çeliği zayıf sertleşebilirliğe, büyük su verilmiş yapı gerilimine ve termal gerilime sahiptir ve kırılması kolaydır. 3. Kalıp tasarımcısı, çelik sınıfının en yüksek sertlik değerini elde etmek için kullanım performansına ve seçilen çelik kalitesine göre gerçek teknik koşulları makul bir şekilde formüle eder. 718 çelik kalıplar için, ısıl işlem teknik gereklilikleri karşılanamadığında, kullanım ömrü üzerinde çok az etkisi olan gereklilikler, birden fazla onarım ve hurdadan kaçınmak için uygun şekilde gevşetilebilir. 4. Kalıp hammaddesinin kalite kontrolünü ve yönetimini güçlendirin. 718 kalıp çeliği, melamin sofra takımı için en yaygın kullanılan çeliktir. Shunhao Kalıp Fabrikası tarafından üretilen kalıplar,kalıbın hizmet ömrünü ve kalitesini sağlamak için kalıp çeliği seçiminde teknik gereksinimleri karşılamayı garanti eder ve ayrıca sofra takımı fabrikasının (ekonomik ve dayanıklı) üretim gereksinimlerini karşılayabilir. Bu nedenle Shunhao, müşterilerin çoğunluğunun güvenini ve onayını kazandı. Shunhao kalıp satın alma hattı: +86 15905996312 E-posta: machine@hongancn.com
718 kalıp çeliği, "gelişmiş plastik kalıp çeliği" olarak adlandırılır ve genel plastik kalıp çelikleri arasında en yaygın kullanılan tipik çelik kalitesidir. Uygulama: 718 kalıp çeliği, iyi sertleşebilirliğe ve üstün performansa sahiptir ve büyük, yüksek kaliteli plastik kalıp kalıpları üretebilir. Tipik uygulama örnekleri Büyük kalıplar, yüksek yüzey gereksinimleri olan ev aletleri için şablonlar. Otomobiller, ev aletleri, ses ve video ürünleri gibi büyük aynalı plastik kalıplar için uygundur. Ayna parlatma gereksinimleri olan plastik kalıplar için kullanılabilir ve PA, POM, PS, PE, PP ve ABS plastikler için enjeksiyon kalıpları ve üfleme kalıpları için uygundur. Son derece cilalı ve zorlu kalıp boşluğu. 718 kalıp çeliği, melamin sofra fabrikalarında en yaygın kullanılan çeliktir ve melamin sıkıştırma kalıplarının üretiminde yaygın olarak kullanılmaktadır . 718 # kalıp çeliğinden yapılmış sofra takımı kalıbı parlak ve parlaktır ve üretilen melamin ürünleri yüksek kaliteli ve rekabetçidir. Soruşturma için aramaya hoş geldiniz! Cep: +86 15905996312 E-posta: machine@hongancn.com
Makul yapı tasarımı, kalıbın hizmet ömrünü sağlayabilir , bu nedenle kalıpların temelidir. Shunhao Makine ve Kalıp Fabrikası, melamin sıkıştırma kalıpları yapımında birçok başarılı duruma sahiptir . 2002'den bu yana 30 ülkeden daha fazla müşteri, Shunhao ile uzun vadeli işbirliğini tanıyor ve sürdürüyor. Kalıbın uzun süre çalışabilmesi için kalıp yapımında aşağıdaki 3 kurala uyulmalıdır. 1. İyi döküm yapı tasarımı Kalıbın yerel ısı konsantrasyonunun neden olduğu termal yorgunluğu azaltmak için dökümün üniform bir kalınlığa sahip olması gerekir. Kalınlık dışında, kalıp üzerinde keskin köşelerin neden olduğu baskıyı önlemek için dökümlerin köşeleri yuvarlatılmış olmalıdır. 2. Makul kalıp yapısı tasarımı Kalıbın termal dengesini koruyun. Basınç altında deforme olmamasını sağlamak için kalıbın yeterli rijitlik ve mukavemete sahip olması gerekir. Kalıbın dökümünün amacı maça üzerindeki etkiyi ve aşınmayı azaltmaktır. Her bileşenin toleransı ve yüzey pürüzlülüğü doğru seçilmelidir. 3. Isıl işlem sürecini standartlaştırın Doğru ısıl işlem, en iyi kalıp performansını, yani mukavemeti, sertliği, yüksek sıcaklıkta boyutsal kararlılığı, termal yorulma direncini ve malzeme kesme performansını elde edebilir.
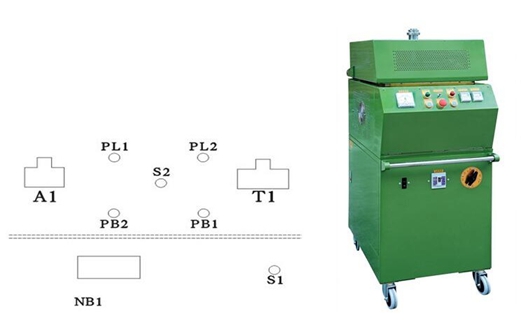
Hammadde ön ısıtma melamin sofra takımı üretimi için çok önemli bir adımdır. Genellikle tozu özel kutuya koyarız ve keki ön ısıtmak için yüksek frekanslı ön ısıtma makinesine koyarız. Ürün kalitesini büyük ölçüde artırabilir. Bugün Shunhao Fabrikası size ön hater için işlem adımlarını paylaşacak. Öncelikle ön ısıtıcının kontrol panelini tanıyalım. Kontrol paneli tanıtımı: A1 =AKIM ÖLÇER PL1 =PİLOT GÜÇ IŞIĞI (YEŞİL) PB2 =YÜKSEK FREKANSLI BAŞLATMA S2 =YÜKSEK GERİLİM ŞALTERİ PL2 =HFPILOT IŞIĞI (KIRMIZI) PB1 =YÜKSEK FREKANSLI DUR T1 =YÜKSEK FREKANS ZAMANLAYICISI NB1 =SİGORTASIZ ŞALTER S1 =YÜKSEK GERİLİM AYARLAYICI Ardından, size belirli işlem adımlarını göstereceğiz. 1. Ön ısıtıcı elektromekanik kapısını açın (güç kaynağı 380 V'tur). 2. Ön ısıtma makinesinin güç anahtarını açın (güç göstergesi yanıyor ) ve 5-10 dakika ısıtın. 3. Ön ısıtıcı anahtarını "AÇIK" konumuna getirin. 4. "Isıtma süresini" ve "ısıtma sıcaklığını" ayarlayın. 5. Hammadde MMC'yi özel bir kaba koyun ve "Yüksek Frekans Başlatma" düğmesine basın. ( Isıtma göstergesi yanar). 6. Sıcaklık ayarlanan değere ulaştığında, ön ısıtıcı çalışmayı durduracak ve ardından otomatik olarak açılacaktır. 7. Bir anormallik bulunursa, derhal kapatılmalı ve durdurulmalı ve işlem için ilgili personele bildirilmelidir. Dikkat: Lütfen güvenlik nedeniyle kontrol veya bakım sırasında makinenin gücünü kapatın. Ve çalışırken yan kapıyı kapalı tutun.
Tüp, yüksek frekanslı ön ısıtma makinesinin en önemli parçasıdır . Shunhao Fabrikasında boru ve makine ayrılacak ve dikkatlice paketlenecektir. Makine, mal güvenliği, makinenin nem ve çarpışmadan %100 korunması için ahşap kutu mühürlü ambalaj kullanır. Makine müşterinin fabrikasına güvenli bir şekilde ulaştığında, Shunhao mühendisleri Canon tüpünün takılmasına yardımcı olacaktır . Önce videoyu izleyip fikir sahibi olabiliriz. Ön ısıtma makinesi için boru nasıl kurulur? İşte izlemeniz gereken net adımlar. 1. Camı çıkarın ve Canon tüpünü dikkatlice yerine yerleştirin. 2. Diğer telleri veya bobinleri doğru yerlerine sıkıca bağlayın. Önemli not: Toshiba Japan Tube, 1 Kasım 2018'de adı Canon Tube olarak değiştirilmiştir . Tüp, HF ön ısıtma makinesinin kalp kısmıdır . Ön ısıtma makinesi çoğunlukla melamin kalıplama bileşiği ön ısıtma işlemi için kullanılır. Ön Isıtma Makinesi Parametreleri: HAYIR İçerik. HGY-520 HGY-720 HGY-1020 1 Çıktı 5KW 7KW 10KW 2 Güç kaynağı 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 Güç girişi 11KVA 13KVA 20KVA 4 Salınım Frekansı 62MHZ 62MHZ 27MHZ 5 Vakum tüpü 7T699RB E3069RB 8T85RB 6 Gerilim Değiştirme 3 aşamalı 3 aşamalı 3 aşamalı 7 Zaman 999.9S 8 Ön Isıtma Gücü 110 ℃ 60 saniye içinde 9 Fenolik reçine 1200gr 1500gr 6500gr 10 Melamin Kalıplama Bileşiği 1000gr 1200gr 6000gr 11 Üre Kalıplama Bileşiği 1000gr 1500gr 6000gr 12 Elektrot Boyutu 310×360m/m 340×380m/m 450×560m/m 13 elektrot aralığı 30-70m/m 30-70m/m 35-60m/m 14 Makine Boyutları (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 Makina ağırlığı 260kg 320kg 600kg Ön ısıtma makinesinin farklı modelleri vardır: 3KW çok küçüktür, melamin endüstrisinde nadiren kullanılır 5KW normalde toz kapasitesi 1000 grama kadar kullanılır 7KW, 5KW modeline benzer, ancak kapasitesi 1200 grama kadardır. 10KW, 6000 grama kadar toz kapasitesine sahiptir, melamin eşya kalıplama makinesi ile çalışmak için 300 ton - 800 ton Üre klozet kapağı yapma makinesi için 10 KW ön ısıtma makinesi tavsiye edilir ,
Üretim pratiğinde, hidrolik yağın neden olduğu hidrolik sistem arızalarının tüm hidrolik arıza oranının %75'ini oluşturduğunu bulduk, bu nedenle yağ tankının nasıl etkili bir şekilde temizleneceği özellikle önemlidir. Shunhao Fabrikası size net temizlik önlemlerini tanıtacak. 1. Kaynakla oluşturulan yeni hidrolik yağ tankı, fosfatlamadan önce aşağıdaki gibi işlem görecektir. Kaynak cürufunu ve çevredeki kaynaklardaki kaynak nodüllerini iyice temizlemek için bir spatula kullanın. Yağ deposu deliğinin ve her yerdeki bağlantı dişli deliklerinin çapaklarını ve çapaklarını temizlemek için bir eğe kullanın. Tüm parçaları tüy bırakmayan bir bezle ve temiz gazyağıyla silin. Yağ tankının yüzeyindeki ve temizlenen parçalardaki tozu üflemek için basınçlı hava kullanın. Sızdırmazlık kapağının düzlemine bir conta takmanız gerekirse, contayı önceden yapmalısınız. 2. Fosfatlamadan sonra yağ deposunun görünümünü temizleyin Yağ tankının iç yüzeyindeki fosfatlama solüsyonu artıklarını ve partiküllerini spatula ile temizleyiniz. Pas lekeleri varsa, pası çıkarmak için kum bezi kullanın ve pası çıkan parçalara fosfatlama solüsyonu uygulayın ve 2 dakika sonra fosfatlama solüsyonu kalıntısını temizleyin. Keroseni tüy bırakmayan bir bezle temizleyin, bağlantı dişlerinin yağ portlarını her yerde temizleyin ve basınçlı hava ile kurutun, yağ portunu zamanında temiz bir vidalı tapa ile kapatın ve tankın iç yüzeyini temiz gazyağı ile iyice ovun. Hamuru temiz aşınma önleyici hidrolik yağ (L-HM46#) ile yoğurun, yüzeyin kaynaklarını, deliklerini, köşelerini ve diğer kısımlarını birer birer yapıştırın ve hamurda kirlilik, ince toz ve parçacıklar kalmayıncaya kadar işlemi tekrarlayın . Yağ deposunun içine basınçlı hava üfleyin ve temiz L-HM46# aşınma önleyici hidrolik yağ uygulayın (yağ deposunun içinin paslanmasını önlemek için). Temizlenen yağ deposu henüz monte edilmemişse üzeri hemen kapatılmalı ve üzeri geniş bir bant ile kapatılabilir. İkincil kirliliği önlemek için yağ deposu kapağını takın ve çarpmayı önlemek için uygun bir konuma getirin. Shunhao tarafından üretilen hidrolik melamin kalıplama makineleri , Tayvan teknolojisi tarafından desteklenir, düzgün çalıştırılırsa, düzenli bir şekilde korunursa, dayanıklı çalışma olabilir ve melamin sofra takımı fabrikaları için en iyi yardımcı olacaktır!
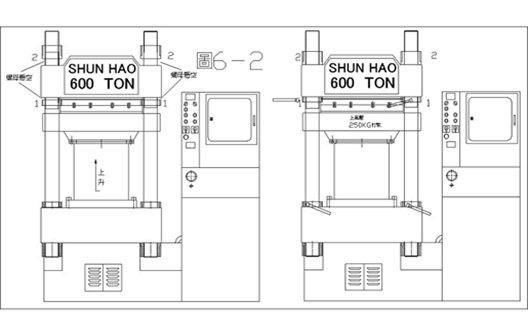
Resim 1: Hidrolik presin indirildiği melamin kalıplama makinesi Çalıştırmadan önce güç kaynağını bağlayın ve motor dönüş yönünün doğru olup olmadığını kontrol edin. Makineyi Manuel Modda çevirin; makineyi yavaşça Resim 2'deki konuma kaldırın . 2-1 gergi kolonunun somunlarıdır . Somunları resimde gösterilen konuma takın. Ardından vidaları 2-2 kilitleyin . Resim 2 Resim3 Resim 4 Resim 5 Dört paralel kılavuz, Resim 3'te gösterildiği gibi somunlarla takılmalıdır . Ardından, somunu Resim 4'te gösterildiği gibi konuma indirmek için makineyi indirin . İşlemden sonra somunları Resim 5'te gösterildiği gibi sıkın ve ardından somunları saat yönünün tersine bir çekiçle sıkın. Resim 6 Resim 6-1 Resim 6-2 Isıtma plakasının paralelliğini düzeltin: Üst desteğin somunlarını Resim 6-1'de gösterildiği gibi yukarı çevirin Isıtma plakasını yukarı kaldırmaya devam edin, üst desteği somundan 2 ayırmak için kaldırın , ancak somuna dokunmadan Resim 6-2'de gösterildiği gibi kaldırın Somunu 1 ve somunu 2 üst desteğe sıkıca çevirin . Makineyi 230kg / cm²'ye bastırın ve somunu 2 saat yönünün tersine sıkın
Bugün Shunhao Makine ve Kalıp Fabrikası, Melamin Yapma Makinesinde sıkıştırma kalıplarının nasıl kurulacağını size tanıtacak . (Ⅰ) Kalıp montajından önce kalıpların özelliklerinin makinenin ısıtma plakasına montaja uygun olup olmadığını kontrol edin. Hareketli desteği en alt konuma ayarlayın ve 8-12 sabit mengene demiri ve birkaç conta (standart aksesuar) hazırlayın. (Ⅱ) Tüm kalıp setini makinenin ısıtma plakası üzerinde orta bir konuma taşımak için bir forklift kullanın. Alt kalıbı makinenin alt plakasına sabitlemek için kalıp plakasını sabit mengene demiri, contalar ve cıvatalarla kilitleyin. (Ⅲ) Üst kalıbın makinenin üst plakasına hafifçe bastırılması için makinenin ısıtma plakasını yavaşça kaldırmak için hidrolik yapma makinesinin manuel çalışma modunu kullanın. 1. Kalıp yüksekse, üst plakanın dış tarafındaki somunu gevşetebilirsiniz. Kalıbı en yüksek konuma yükselttikten sonra iç somunu takıp sıkınız ve ardından üst somunu sökerek üst plakayı sıkıca sabitleyiniz. 2. Kalıplar önceki kalıp setinden daha alçaksa, üst plaka önceki daha yüksek kalıp veya önemli bir demir yüksekliği ile uygun konuma indirilmelidir. Önceki yüksek kalıbı taşıyın, boşaltın ve yeni bir kalıpla değiştirin ve yukarıda belirtilen yöntemle takın. (ⅠⅡⅢ) 3. Üst kalıbı sabit mengene demiri ile üst plakaya sabitleyin. 4. Tüm somunları kontrol edip sıkın ve ardından vidaları sıkmak için bir çekiç ve başka aletler kullanın. Çalışma sırasında gevşemesini önlemek için tüm somunları sıkıca kilitleyin.